A fafúrófejek teljes körű útmutatója: Precizitás, erő és teljesítmény a professzionális famegmunkálásban
A fafúrófejek a famegmunkálás speciális fúrási technológiájának csúcsát képviselik. A hagyományos csavarfúrófejekkel vagy ásófúrófejekkel ellentétben a fúrók egyedi spirális kialakítással rendelkeznek, amely felfelé vezeti a törmeléket, miközben minimális erőfeszítéssel kivételesen tiszta, mély furatokat hoz létre. A bútorgyártóktól az ajtóbeszerelőkig a szakemberek ezekre a fúrófejekre támaszkodnak a mélység, az átmérő és a kidolgozás pontosságát igénylő feladatokhoz – legyen szó akár dübelkötések készítéséről, gerendákon keresztüli vezetékezésről vagy hengeres zárak beszereléséről.
Alapvető mérnöki tudományok és jellemzők
1. Speciális horonykialakítás és vágási geometria
- Többélű konfiguráció: A prémium csigafúrók 3-4 spirális horonnyal (horonnyal) rendelkeznek, amelyek szállítószalag-rendszerként működnek, hatékonyan kidobva a faforgácsot felfelé. Ez megakadályozza az eltömődést mély furatokban (akár 300–400 mm-ig), és csökkenti a hőképződést. Az egyélű kialakítás puhább fához illik, míg a 4 élű változatok keményfához vagy gyantás fához kiválóak.
- Csavaros hegyű előtoló fúró: A hegyen található önadagoló csavarhegy behúzza a fát a fába, kiküszöböli az elmozdulást és biztosítja a furat pontosságát az első fordulattól kezdve. Ez ellentétben áll a lapátos fúrókkal, amelyek határozott nyomást igényelnek, és gyakran elcsúsznak a nyomvonaltól.
- Csaposmarók: A fúrófej kerületén található élesített szélek tisztán vágják a fa rostjait, mielőtt a fő test felemelné az anyagot, így szálkásodásmentes belépő- és kilépő furatokat eredményeznek – ez kritikus fontosságú a látható csatlakozások szempontjából.
2. Shank Engineering a teljesítmény és a kompatibilitás érdekében
- Hatszögletű szárak dominanciája: A modern fúrók több mint 80%-a 6,35 mm-es (1/4″) vagy 9,5 mm-es (3/8″) hatszögletű szárakat használ. Ezek biztonságosan rögzülnek a gyorscsere-tokmányokba (pl. ütvecsavarozók), és megakadályozzák a megcsúszást nagy nyomaték alatt. Az SDS és a kerek szárak továbbra is rést jelentenek a speciális fúróberendezések számára.
- Megerősített gallér: A nagy igénybevételű modellek vastag acélgallért tartalmaznak a szár alatt, amely megakadályozza a hajlást sűrű tölgy vagy juhar agresszív fúrása során.
3. Anyagtudomány: a HSS-től a keményfémig
- Nagysebességű acél (HSS): Az iparági szabvány a költség és a tartósság egyensúlyában. Akár 350 °C-ig megőrzi élességét, és 2-3 újraélezési ciklust bír ki. Ideális általános asztalosmunkához.
- Magas széntartalmú acél: Keményebb, mint a HSS, de ridegebb. Legjobb nagy volumenű puhafa fúráshoz, ahol az éltartás fontosabb, mint az ütésállóság.
- Keményfém lapkás: Forrasztott volfrám-karbid vágóélekkel rendelkezik abrazív kompozitok, laminált fa vagy fagyasztott fa fúrásához. 5–8-szor tovább tart, mint a HSS, de 3-szor drágább.
Táblázat: Fúrófej anyagösszehasonlítás
| Anyagtípus | Legjobb | Fúrási élettartam | Költségtényező |
|---|---|---|---|
| Magas széntartalmú acél | Puhafa, nagy volumenű munka | Közepes | $ |
| Nagysebességű acél (HSS) | Keményfák, vegyes anyagok | Magas | $$ |
| Keményfém hegyű | Kompozitok, abrazív faanyagok | Nagyon magas | $$$$$ |
Műszaki előnyök a hagyományos bitekkel szemben
- Mélységképesség: A fúrók akár átmérőjük tízszeresének megfelelő mélységig fúrnak (pl. 40 mm-es fúró → 400 mm mélység) beszorulás nélkül – ezt a Forstner vagy ásófúrók nem tudják összehasonlítani.
- Sebesség és hatékonyság: A csavarhegy 2-3-szoros előtolási sebességgel húzza a fúrófejet, így egy 1000 fordulat/perc fordulatszámú fúróval 5 másodperc alatt 25 mm mély furatokat készíthet keményfában.
- Precíziós tűrések: Az ipari minőségű bitek (pl. ISO9001 tanúsítvánnyal rendelkező) ±0,1 mm-en belül tartják az átmérőket, ami kritikus fontosságú a dübelek vagy zárak beszerelésénél. A nem egyenértékű bitek (pl. 1 hüvelykes bit 7/8 hüvelykes csavarással) a vezetett sablonokban meghibásodnak, míg a valódi 1:1 arányú bitek sikeresek.
- Forgácseltávolítás: A hornyok a törmelék több mint 95%-át eltávolítják, csökkentve a súrlódást és megakadályozva a „sült fa” megégését a 150 mm-nél mélyebb furatokban.
Műszaki adatok és kiválasztási útmutató
Méretezési szabványok
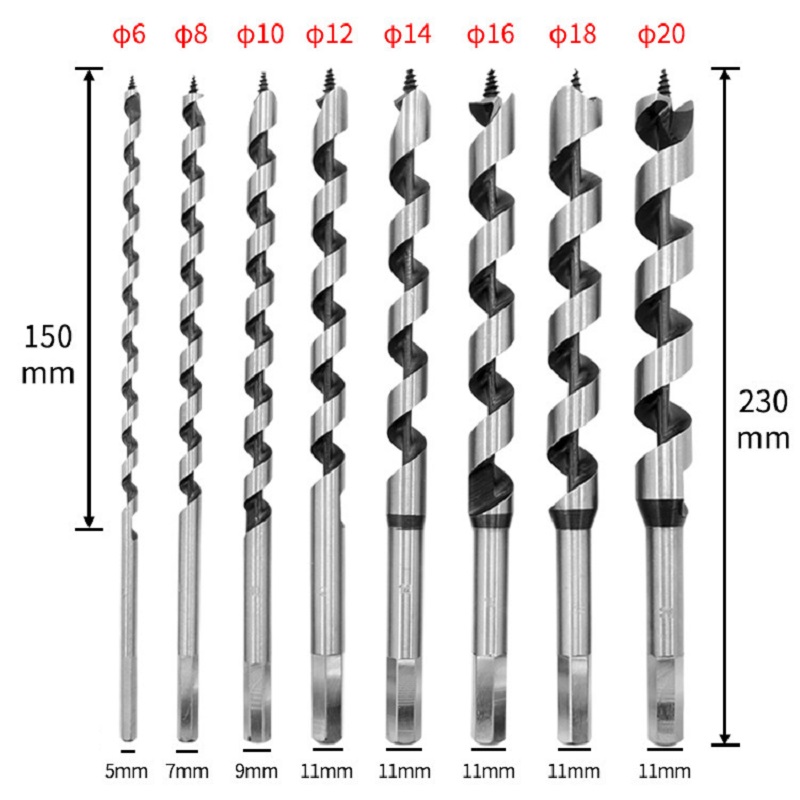
- Átmérő tartomány: 5 mm–100 mm (feladatspecifikus):
- 6–10 mm: Tipliezés, elektromos védőcsövek
- 15–40 mm: Zárbetétek, vízvezeték-csövek
- 50–100 mm: Szerkezeti gerendák, nagy átmérőjű nyílászárók
- Hosszosztályok:
- Rövid (90–160 mm): Szekrény, ajtózár furatai
- Hosszú (300–400 mm): Favázas szerkezetek, mély bevésések
Bevonatok és felületkezelések
- Fekete oxid: 20%-kal csökkenti a súrlódást és enyhe korrózióállóságot biztosít. Standard a HSS bitekhez.
- Fényesre polírozott: A sima felület minimalizálja a gyanta tapadását fenyő- vagy cédrusfában. Gyakori az élelmiszerbiztonsági alkalmazásokban.
- Titán-nitrid (TiN): Aranyszínű bevonat a 4-szeres kopásállóságért; ritka a fúrókban a költségek miatt.
Táblázat: Szártípusok és kompatibilitás
| Szár típusa | Szerszámkompatibilitás | Nyomatékkezelés | Használati eset |
|---|---|---|---|
| Hatszögletű (6,35 mm/9,5 mm) | Ütvecsavarozók, gyorsbefogós fúrók | Magas | Általános kivitelezés |
| Kerek | Hagyományos fogszabályozók, kézi fúrók | Közepes | Finom famegmunkálás |
| SDS-Plus | Fúrókalapácsok | Nagyon magas | Fúrás fába beágyazott szögekkel |
Valós alkalmazások és profi tippek
- Ajtózár beszerelése: Használjon 2,5 cm átmérőjű fúrókat (valódi 2,5 cm csavarással) a reteszfuratokhoz. Kerülje az ásófejű fúrókat – ezek kitépik a vésőéleket és mély vágásokban eltérítik azokat.
- Faépítészet: Korlátoszlopokhoz vagy gerendákhoz párosítson 12″–16″ hosszú, 32 mm-es fúrókat nagy nyomatékú fúrókkal (≥650 Nm). Gyantás fa fúrásakor adjon paraffinviaszt a hornyokhoz.
- Bútorgyártás: Tiplis illesztésekhez válasszon 0,1 mm-rel szélesebb darabokat, mint a tiplik, hogy a ragasztó tágulhasson.
Minőségbiztosítás és tanúsítványok
A vezető gyártók betartják az ISO 9001 szabványt, validálva a keménységet (HRC 62–65 HSS esetén), a méretpontosságot és a terhelésvizsgálatot. A biteket minta roncsolásos vizsgálatoknak vetik alá annak biztosítása érdekében, hogy a torziós szilárdság meghaladja az 50 Nm-t.
Konklúzió: A nélkülözhetetlen faipari igásló
A fafúrófejek az évszázados mechanikai elveket ötvözik a modern kohászattal. Optimalizált forgácseltávolításuk, mélységkapacitásuk és precizitásuk nélkülözhetetlenné teszi őket azoknak a szakembereknek, akik a minőség feláldozása nélkül értékelik a sebességet. Fúrófej kiválasztásakor előnyben részesítse a tanúsított HSS vagy keményfém lapkás modelleket hatszögletű szárral és többélű kialakítással – ezek a befektetések hibátlan eredményekkel és a műhely állásidejének csökkentésével térülnek meg.
Közzététel ideje: 2025. július 26.